諸城型鋼產(chǎn)地貨源公司
發(fā)布時(shí)間:2023-03-11 02:27:08
諸城型鋼產(chǎn)地貨源公司
軋制無(wú)縫管的原料是圓管坯,圓管胚要經(jīng)過(guò)切割機的切割加工成長(cháng)度約為1米的坯料,并經(jīng)傳送帶送到熔爐內加熱。鋼坯被送入熔爐內加熱,溫度大約為1200攝氏度。燃料為氫氣或乙炔。爐內溫度控制是關(guān)鍵性的問(wèn)題.圓管坯出爐后要經(jīng)過(guò)壓力穿孔機進(jìn)行穿空。一般較常見(jiàn)的穿孔機是錐形輥穿孔機,這種穿孔機生產(chǎn)效率高,產(chǎn)品質(zhì)量好,穿孔擴徑量大,可穿多種鋼種。穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機通過(guò)錐形鉆頭高速旋轉入鋼胚打孔,形成鋼管。鋼管內徑由定徑機鉆頭的外徑長(cháng)度來(lái)確定。鋼管經(jīng)定徑后,進(jìn)入冷卻塔中,通過(guò)噴水冷卻,鋼管經(jīng)冷卻后,就要被矯直。冷拔(軋)無(wú)縫鋼管的軋制方法較熱軋(擠壓無(wú)縫鋼管)復雜。它們的生產(chǎn)工藝流程前三步基本相同。不同之處從第四個(gè)步驟開(kāi)始,圓管坯經(jīng)打空后,要打頭,退火。退火后要用專(zhuān)門(mén)的酸性液體進(jìn)行酸洗。酸洗后,涂油。然后緊接著(zhù)是經(jīng)過(guò)多道次冷拔(冷軋)再坯管,專(zhuān)門(mén)的熱處理。熱處理后,就要被矯直。

諸城型鋼產(chǎn)地貨源公司
角鐵是兩邊互相垂直成角形的長(cháng)條鋼材。有等邊角鋼和不等邊角鋼之分。等邊角鋼的 兩個(gè)邊寬相等。其規格以邊寬×邊寬×邊厚的毫米數表示。如“∟30×30×3”,即表示邊寬為 30毫米、邊厚為3毫米的等邊角鋼。也可用型號表示,型號是邊寬的厘米數,如∟3#。型號不表示同一型號中不同邊厚的尺寸,因而在合同等單據上將角鋼的邊寬、邊厚尺寸填寫(xiě)齊全,避免單獨用型號表示。熱軋等邊角鋼的規格為2#-20#。角鋼可按結構的不同需要組成各種不同的受力構件,也可作構件之間的連接件。廣泛地用于各種建筑結構和工程結構,如房梁、橋梁、輸電塔、起重運輸機械、船舶、工業(yè)爐、反應塔、容器架以及倉庫。
諸城型鋼產(chǎn)地貨源公司
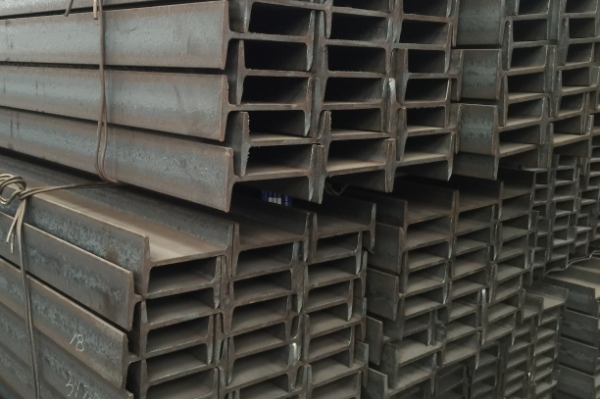
工字鋼就是鋼梁,工字鋼英文Universal Beam,是建筑結構中承受重量的鋼材,工字鋼截面為工字型,工字鋼分三類(lèi):普通工字鋼、輕型工字鋼、寬翼緣工字鋼。按翼緣與腹板高度比又分為寬幅、中幅、窄幅寬翼緣工字鋼。前二者生產(chǎn)規格是10—60號,也就是說(shuō)相應的高度為10cm—60cm。在相同高度下,輕型工字鋼的翼緣窄、腹板薄、重量較輕。工字鋼的規格也可用型號表示,型號表示腰高的厘米數,如工16#。腰高相同的工字鋼,如有幾種不同的腿寬和腰厚,需在型號右邊加abc予以區別,如32a#32b#32c#等。

諸城型鋼產(chǎn)地貨源公司
目前,建筑材料的使用非常廣泛。在施工過(guò)程中,鋼材的使用是必不可少的,但是鋼材有很多種。它們之間有什么聯(lián)系和區別:z型鋼的角度不同于c型鋼。c型鋼的角度為90度,z型鋼的角度小于90度。因此,在具有一定坡度的屋頂上使用檁條時(shí),應結合應力知識考慮檁條的角度。當z型鋼用于大坡度屋頂時(shí),可以充分發(fā)揮其抗彎性能。c型截面與z型截面相比,強軸和弱軸的力學(xué)性能有較大差異,且c型截面與鋼框架的連接多為螺栓鉸接,計算應基于簡(jiǎn)支。因此,從應力狀態(tài)、結構和計算結果來(lái)看,后者更為合理。因此,除了需要門(mén)窗開(kāi)孔及其他特殊接縫處理外,應選擇z型斷面。屋面坡度較小時(shí),z型檁條的彎曲截面模量略大于c型檁條,但差異不大。隨著(zhù)頂板坡度的加大,垂直方向對稱(chēng)的z形檁條彎曲截面模量利用率加大。因此,z形檁條適用于坡度較大的屋面。對于墻體來(lái)說(shuō),z型鋼和c型鋼沒(méi)有太大的區別。如果檁條想成為連續構件,采用z形檁條,因為z形檁條容易搭接。

諸城型鋼產(chǎn)地貨源公司
螺旋管亦稱(chēng)為螺線(xiàn)筒或螺線(xiàn)體。螺旋管的外徑約為30毫微米,內徑約為10毫微米,相鄰的螺旋間距約為11毫微米。螺旋管的每1周由6個(gè)核小體圍成,H1組蛋白位于螺旋管腔的內表面,對維持螺旋管的結構起著(zhù)重要的作用。由核小體組成的10毫微米纖維螺旋化形成30毫微米粗纖維,使DNA長(cháng)度進(jìn)一步壓縮6倍。螺旋管主要用于石油、天然氣的輸送管線(xiàn),其規格用外徑壁厚表示。螺旋管有單面焊的和雙面焊的,焊管應保證水壓試驗、焊縫的抗拉強度和冷彎性能符合規定。切成單根鋼管后,每批鋼管都要進(jìn)行嚴格的首檢制度,檢查焊縫的力學(xué)性能,化學(xué)成份,溶合狀況,鋼管表面質(zhì)量以及經(jīng)過(guò)無(wú)損探傷檢驗,確保制管工藝合格后,才能正式投入生產(chǎn)。