高密z型鋼生產(chǎn)廠(chǎng)家
發(fā)布時(shí)間:2024-03-03 01:59:04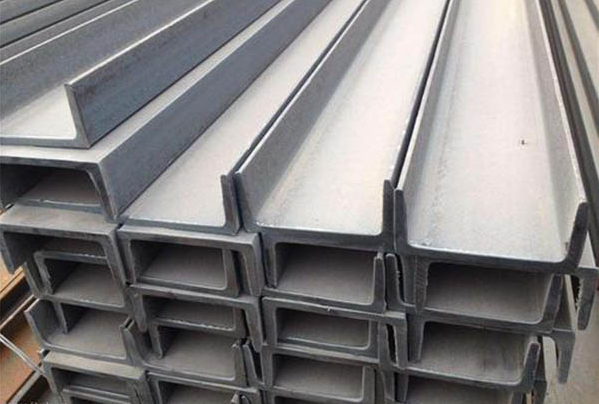
高密z型鋼生產(chǎn)廠(chǎng)家
主要分為等邊角鋼和不等邊角鋼兩類(lèi),其中不等邊角鋼又可分為不等邊等厚及不等邊不等厚兩種。角鋼的規格用邊長(cháng)和邊厚的尺寸表示。國產(chǎn)角鋼規格為2—20號,以邊長(cháng)的厘米數為號數,同一號角鋼常有2—7種不同的邊厚。進(jìn)口角鋼標明兩邊的實(shí)際尺寸及邊厚并注明相關(guān)標準。一般邊長(cháng)12.5cm以上的為大型角鋼,12.5cm—5cm之間的為中型角鋼,邊長(cháng)5cm以下的為小型角鋼。進(jìn)出口角鋼的定貨一般以使用中所要求的規格為主,其鋼號為相應的碳結鋼鋼號。也是角鋼除了規格號之外,沒(méi)有特定的成分和性能系列。角鋼的交貨長(cháng)度分為定尺、倍尺兩種,國產(chǎn)角鋼的定尺選擇范圍根據規格號的不同有3~9m、4~12m、4~19m、6—19m四個(gè)范圍。日本產(chǎn)角鋼的長(cháng)度選擇范圍為6~15m。不等邊角鋼的截面高度按不等邊角鋼的長(cháng)邊寬來(lái)計算。指斷面為角形且兩邊長(cháng)不相等的鋼材。是角鋼中的一種。其邊長(cháng)由25mm×16mm~200mm×125mm。由熱軋軋機軋制而成。一般的不等邊角鋼規格為:∟50*32~∟200*125,厚度為4-18mm。

高密z型鋼生產(chǎn)廠(chǎng)家
在C型鋼還沒(méi)有出現直線(xiàn),都是使用的槽鋼,但隨著(zhù)C型鋼的廣泛應用,槽鋼的應用也是逐漸減少。因為可以很明顯的發(fā)現,在同樣的施工條件下,用C型鋼可以節約很大一部分的材料。要知道CZ型鋼中的C型鋼還有不同的規格,有的是按照不同的高度劃分的,而有的則是按照不同的長(cháng)度區分的。在設計的時(shí)候,運輸的安全性和安裝的方便性才是主要考慮的因素。其次看到的是CZ型鋼中的Z型鋼,它也是現代加工領(lǐng)域中的一個(gè)重要產(chǎn)品,廣泛的用途是它的特色,這種通過(guò)冷彎冷彎工藝制作成型的Z型鋼可用在汽車(chē)加工行業(yè)、建筑領(lǐng)域、交通道路行業(yè)、護欄等。另外,運輸業(yè)的集裝箱大部分也都是選用的Z型鋼制作而成;像腳手架、框架結構用的模板這樣的建筑耗材,也可以用Z型鋼,都是因為它的可塑性很好,且質(zhì)量輕,操作的時(shí)候可節省勞力。

高密z型鋼生產(chǎn)廠(chǎng)家
軋制無(wú)縫管的原料是圓管坯,圓管胚要經(jīng)過(guò)切割機的切割加工成長(cháng)度約為1米的坯料,并經(jīng)傳送帶送到熔爐內加熱。鋼坯被送入熔爐內加熱,溫度大約為1200攝氏度。燃料為氫氣或乙炔。爐內溫度控制是關(guān)鍵性的問(wèn)題.圓管坯出爐后要經(jīng)過(guò)壓力穿孔機進(jìn)行穿空。一般較常見(jiàn)的穿孔機是錐形輥穿孔機,這種穿孔機生產(chǎn)效率高,產(chǎn)品質(zhì)量好,穿孔擴徑量大,可穿多種鋼種。穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機通過(guò)錐形鉆頭高速旋轉入鋼胚打孔,形成鋼管。鋼管內徑由定徑機鉆頭的外徑長(cháng)度來(lái)確定。鋼管經(jīng)定徑后,進(jìn)入冷卻塔中,通過(guò)噴水冷卻,鋼管經(jīng)冷卻后,就要被矯直。冷拔(軋)無(wú)縫鋼管的軋制方法較熱軋(擠壓無(wú)縫鋼管)復雜。它們的生產(chǎn)工藝流程前三步基本相同。不同之處從第四個(gè)步驟開(kāi)始,圓管坯經(jīng)打空后,要打頭,退火。退火后要用專(zhuān)門(mén)的酸性液體進(jìn)行酸洗。酸洗后,涂油。然后緊接著(zhù)是經(jīng)過(guò)多道次冷拔(冷軋)再坯管,專(zhuān)門(mén)的熱處理。熱處理后,就要被矯直。

高密z型鋼生產(chǎn)廠(chǎng)家
軋制無(wú)縫管的原料是圓管坯,圓管胚要經(jīng)過(guò)切割機的切割加工成長(cháng)度約為1米的坯料,并經(jīng)傳送帶送到熔爐內加熱。鋼坯被送入熔爐內加熱,溫度大約為1200攝氏度。燃料為氫氣或乙炔。爐內溫度控制是關(guān)鍵性的問(wèn)題.圓管坯出爐后要經(jīng)過(guò)壓力穿孔機進(jìn)行穿空。一般較常見(jiàn)的穿孔機是錐形輥穿孔機,這種穿孔機生產(chǎn)效率高,產(chǎn)品質(zhì)量好,穿孔擴徑量大,可穿多種鋼種。穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機通過(guò)錐形鉆頭高速旋轉入鋼胚打孔,形成鋼管。鋼管內徑由定徑機鉆頭的外徑長(cháng)度來(lái)確定。鋼管經(jīng)定徑后,進(jìn)入冷卻塔中,通過(guò)噴水冷卻,鋼管經(jīng)冷卻后,就要被矯直。冷拔(軋)無(wú)縫鋼管的軋制方法較熱軋(擠壓無(wú)縫鋼管)復雜。它們的生產(chǎn)工藝流程前三步基本相同。不同之處從第四個(gè)步驟開(kāi)始,圓管坯經(jīng)打空后,要打頭,退火。退火后要用專(zhuān)門(mén)的酸性液體進(jìn)行酸洗。酸洗后,涂油。然后緊接著(zhù)是經(jīng)過(guò)多道次冷拔(冷軋)再坯管,專(zhuān)門(mén)的熱處理。熱處理后,就要被矯直。

高密z型鋼生產(chǎn)廠(chǎng)家
板才總寬500ー1500mm,薄厚600ー3000mm。根據鋼種類(lèi),有普通鋼、高質(zhì)量鋼、碳鋼、彈簧鋼、不銹鋼、工具鋼、耐熱鋼、軸承鋼、硅鋼、工業(yè)純鐵板等,有油桶板、塘瓷板、防彈板、表面涂層、鍍鋅板、鍍錫板、鉛板、塑料復合C鋼等。厚C型鋼與薄C型鋼基本相同。在商品的各個(gè)領(lǐng)域,除了橋梁C型鋼、鍋爐C型鋼、汽車(chē)工業(yè)C型鋼、高壓容器C型鋼和雙壓容器C型鋼外,還有一些C型鋼,如汽車(chē)大梁C型鋼(2).5~10mm厚度),線(xiàn)條C型鋼(2).5~8mm厚)、不銹鋼C型鋼、耐熱C型鋼等都是厚板。此外,C型鋼材料也表示,并非所有C型鋼都是一樣的,材料不同,C型鋼的應用也不同。

高密z型鋼生產(chǎn)廠(chǎng)家
一般焊管:一般焊管用來(lái)輸送低壓流體。用Q195A、Q215A、Q235A鋼制造。也可采用易于焊接的其它軟鋼制造。鋼管要進(jìn)行水壓、彎曲、壓扁等實(shí)驗,對表面質(zhì)量有一定要求,通常交貨長(cháng)度為4-10m,常要求定尺(或倍尺)交貨。焊管的規格用公稱(chēng)口徑表示(毫米或英寸)公稱(chēng)口徑與實(shí)際的不同,焊管按規定壁厚有普通鋼管和加厚鋼管兩種,鋼管按管端形式又分帶螺紋和不帶螺紋兩種。鍍鋅鋼管:為提高鋼管的耐腐蝕性能,對一般鋼管(黑管)進(jìn)行鍍鋅。鍍鋅鋼管分熱鍍鋅和電鋼鋅兩種,熱鍍鋅鍍鋅層厚,電鍍鋅成本低。吹氧焊管:用作煉鋼吹氧用管,一般用小口徑的焊接鋼管,規格由3/8寸-2寸八種。用08、10、15、20或Q195-Q235鋼帶制成。為防蝕,有的進(jìn)行滲鋁處理。電線(xiàn)套管:也就是普通碳素鋼電焊鋼管,用在混凝土及各種結構配電工程,常用的公稱(chēng)直徑從13-76mm。電線(xiàn)套套管壁較薄,大多進(jìn)行涂層或鍍鋅后使用,要求進(jìn)行冷彎試驗。